
纺织干货 | 经编入门浅说
针织是利用织针将纱线编织成线圈并相互串套而形成针织物的一种方法,根据编织方法的不同,针织生产可分为纬编和经编两大类,针织机也相应地分为纬编针织机和经编针织机两大类。
 一组或几组平行排列的纱线于经向喂入经编机的工作针上,同时进行成圈而形成经编针织物。
一组或几组平行排列的纱线于经向喂入经编机的工作针上,同时进行成圈而形成经编针织物。
经编机最宽的织幅达7-8m,机身全长超过10m,重十几吨。经编机速度快、产量高,最快的HKS2经编机转速可达3800 转/分钟,经编织物不仅用于服用和装饰用领域,在产业用领域里用途也非常广泛。如经编土工格栅、经编植被网布等。
01 经编机的分类
-
根据织物的引出方向分
经编机可分为Tricot(特里科)型经编机(又称高速型经编机)和Raschel(拉舍尔)型经编机(又称花式型经编机)两大类。
早期两种经编机的区别在于前者是细致型的钩针经编机,转速较高,产品较单一。后者是粗犷型的舌针经编机,转速较低,生产的花式品种较多。
现在,两种经编机都采用最先进的复合针 — 槽针,两种机器速度都很高。现在,根据坯布牵离织针时,坯布与织针的夹角状态来确定属于哪种类型的经编机。通常,在特里科经编机上,这个夹角接近90°。而在拉舍尔经编机上,这个夹角接近180,即接近于垂直向下牵拉。有的织物只适合采用拉舍尔经编机编织,如氨纶网眼织物,有些织物更适合采用特里科经编机编织,如双向弹力平布。
-
根据所用针系数分
可分为单针床经编机和双针床经编机两大类。
02 经编机的成圈过程
-
钩针经编机成圈过程
- 退回 织针从最低位置上升,线圈退到针杆上。
- 垫纱 织针升在第一高度时,将经纱垫放在针钩外面;织针上升到第二高度时, 使原先垫放在针钩外的纱线滑移到针杆上,完成第二阶段的垫纱。
- 带纱 钩针下降,使垫在针杆上的纱滑到针钩内。
- 压针 压板压住针钩,使之闭口,把新垫的纱关闭在针钩内。
- 套圈 织针继续下降,使针杆上的旧线圈套在针钩外(即针鼻上)。
- 连网 织针继续下降,旧线圈和新线圈进行串套连接。
- 弯曲 织针进一步下降,使新纱线逐渐弯曲下拉,一直延续到线圈达到最大长度。
- 脱圈 织针进一步下降,将新纱线成圈状拉过被沉降片支持的旧线圈,旧线圈从针头上脱下,套在新线圈上。
- 成圈 织针继续下降到最低位置,使新线圈达到一定的长度和形状。
- 牵扯 由沉降片片喉握住所形成的线圈,拉紧到一定长度,为下一轮的顺利退圈作好准备。
-
舌针经编机的成圈过程
- 退圈 舌针从最低位置上升,旧线圈从针钩向下滑移,旧线圈将针舌打开(开口)并滑到针杆上去。
- 垫纱 导纱针将经纱垫到针钩上。
- 闭口 织针下降,旧线圈从针杆上向上移动,将针舌向上关闭。
- 连接套圈 织针下降,旧线圈与新线圈接触、连接,最后旧线圈套在新线圈上。
- 脱圈 织针继续下降,直到针头位置低于针槽板时,旧线圈从针头上脱落,从此刻开始,新线圈变成旧线圈。
- 成圈 织针下降到最低位置,脱下的线圈被拉到一定大小和形状。
- 牵拉 旧线圈受牵拉机构的牵拉,向针背拉动,将线圈拉离针头,拉紧定形,为下循环的退回作好准备,防止旧线圈回套到针头上。
-
槽针经编机的成圈过程
- 退围 槽针从最低位置上升,旧线圈从针钩内向下滑移,由于槽针上升速度比针芯快,因而在退回的同时,原来闭口的针芯逐渐打开,针芯埋藏到针槽内,以便使旧线圈滑移到针杆上。
- 垫纱 导纱针将经纱垫到针钩内。
- 闭口 槽针下降,针芯下降,但槽针下降速度比针芯快,所以针芯逐渐从针槽内伸出,最后使针口完全关闭。
- 连接、套圈 织针与针芯继续下降,旧线圈开始与新线圈连接(旧线圈开始套在新线圈上)。
- 脱圈 当槽针针头下降到低于沉降片片腹时,旧线圈从针头上脱下,此刻新线圈变成下一循环的旧线圈。
- 成圈 槽针下降到最低位置,线圈的形状和大小基本形成。
- 牵拉 沉降片向前运动,其片喉握持住刚脱下的旧线圈,并将其向针背方向牵拉,为下一轮退圈运动作好准备。
03 经编机的代号
-
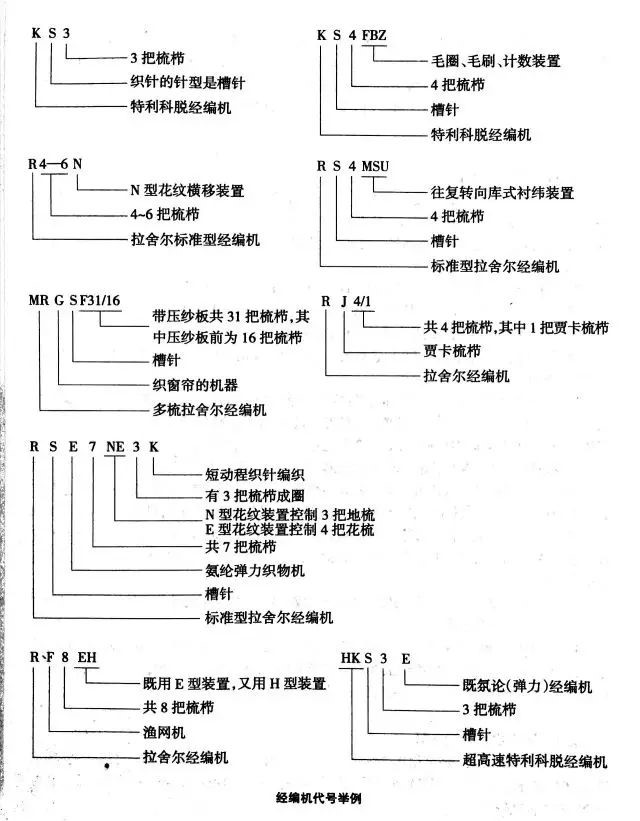
以卡尔迈耶经编机系列为例,将经编机的代号介绍如下:
- 机器类别 如KS2型中的K代表特里科经编机。
- 使用范围 如只SE4 N2K型中的SE代表槽针弹力(氨纶)经编机。
- 梳栉数 KS3中的3代表3把梳栉。
- .机上花纹传动装置或其他特种附加装置 如N表示N型梳栉花纹横移装置,KS4FBE中的FB表示毛圈刷毛、计数装置。
-
经编机的代号举例如下(以下的特利科脱经编机即指文中的特里科经编机):
04 经编机的四大机构
-
传动机构
传动机构一般浸没在车身油箱中,对于超长、超高速经编机,为了防止高速传动曲柄偏心机构发热磨损(磨坏),一般都附有冷却系流。在某些成圈运动复杂而车速要求不高的场合,仍采用凸轮传动。效率最高的是共轭凸轮,其次是槽型凸轮,最简单的是普通单面凸轮,滚子借助拉簧压在凸轮表面。
-
送经机构
所有经编机不可缺少的部件,和坯布质量密切相关。有消极式送经、半积极式送经和张力诱导积极送经、定长诱导积极送经、双速送经和变速送经等类型,其中氨纶经编机采用定长诱导积极送经机构或张力诱导积极送经机构。
新型送经机构是电子送经EBA,它其实也是一种定长诱导积极送经机构。还有一种变速电子运经机构EBC。
-
梳栉横移机构
高速型梳栉横移机构为凸轮(又叫花板轮),其横移曲线平滑、运转平稳,适合高速生产,但生产的花纹简单。氨纶经编机宜采用凸轮式横移机构。纹链滚筒式横移机构适合于花型变化较多的机器,如拉舍尔花边机和特里科小花型经编机,花滚筒又分N型、E型和H型三种。
- N型花滚筒即滚筒直径较大、链块长度较短、宽度较宽、能承受的负荷较重,适用于高速高产经编机。
- E型花滚筒和N型相反,滚筒直径小、链块长度长、宽度窄,适用于针距大而机器速度较慢的拉舍尔经编机。
- H型花滚筒的结构和E型相同,只是链块的高度是E的一半,通过杠杆放大一倍后,其横移功能和E型一样。
有些拉舍尔花边机上往往装有E型和H型滚筒各一只,即所谓的上下滚筒,E型上滚筒用来推动基地梳栉横移,H型下滚筒用来推动花梳栉横移。
此外,还有S型链块,一个链块便能完成一次成圈运动,即所谓的单行程链块,广泛用于带压纱板、针前垫纱的花梳栉。
-
卷取牵拉机构
牵拉和卷取不可混为一谈。在经编机上,若没有卷取机构,还可以维持生产,但若没有牵拉机构,则不能正常生产。在经编机上,坯布脱离织针后,受到三罗拉牵拉机构的牵拉,使坯布在保持相当张力的情况下,确保机器正常运转。
如您有更多经编相关基础知识想要了解,可在本页末留言。
资料来源:纺织干货
版权归原作者所有,如侵权必删