

冷空气来袭!一张经编电热毯让你的冬天温暖又安全
在天然气供给受限、价格暴涨的情况下,欧洲人不得不寻求其它取暖办法以应对寒冬。中国生产的电热毯等取暖设备既拥有价格优势,又能够满足取暖需求,受到了欧洲消费者的热捧。
电热毯不仅在销量和热度上不断攀升,在技术上也是不断精进。经编技术和相关面料的开发更是为电热毯的安全性和舒适性增添了不少助力。
电热毯在海外需求激增
中国家用电器协会数据显示,在2022年多数家电产品对欧洲出口额呈下降态势的背景下,空调、电热水器、电暖器、电热毯、电吹风等品类逆势增长,1-7月累计出口额规模分别为19.9亿美元、1.3亿美元、4.9亿美元、3340万美元、1.6亿美元,其中电热毯以97 %的增速“一骑绝尘” 。
其首要原因在于,欧洲的能源危机自2022年以来愈演愈烈,能源价格不断上涨。

连续上涨的欧洲天然气价格
欧洲消费者正在抢购中国产小型取暖设备为冬季做准备,这导致来自中国的电热毯、取暖器、热泵等产品在欧洲市场热销。海关总署的数据也印证了电热毯在欧洲的需求激增。2022年1月,欧盟27国进口中国电热毯月度数量为18.9万条,6月增长至52.1万条,7月快速攀升至129万条,环比增长近150 %。“欧洲人买爆中国电热毯”话题更是登上微博热搜榜,相关话题迅速成为讨论焦点。

主营电热毯等家用柔性取暖器具的老牌小家电上市公司彩虹集团也于2022年9月13日在深交所互动易称:“目前正值欧洲能源危机,电热毯作为节能环保产品会有一定机会。5月以来,公司取得不少电热毯出口订单。”
经编工艺助力电热毯性能提升
电热毯远销海外、大受欢迎是难得的时代机遇。要把握好这个机遇,除了优化销售渠道、提高性价比等等手段之外,提升电热毯的制造技术也是不可或缺的关键一环。以日本电热毯行业巨头广电(KODEN)的中国分公司广特可(KOTEC)推出的厚实“水光毯”为例,它采用四层结构和经编机制造工艺,发热更安全、更科学。
要了解这款新式电热毯的的独特之处,与普通电热毯一起剪开对比,就能一目了然:

如上图下半部分所示,这款电热毯中间的双层棉纱是像织毛衣一样织出来的发热丝孔道,发热丝固定在里面,就不会乱跑,外面还包裹上了两层厚实的丝光棉。而大部分普通的电热丝如图的上半部分所示,是通过粘合固定的,相比起来很容易跑位,从而产生隐患。
采用经编和穿线技术后,发热线安全牢固,而且体感舒适,不会有特别明显的突起感。

此类经编电热毯可承受轻度水洗揉搓
有了这样的经编和穿线工艺,才能保证电热毯的安全性面对日本的严格检验都能轻松过关。放进水里也好、轻度揉搓、折叠也好,都不用怕。(提示:为了安全,可水洗/折叠电热毯也要尽量避免重压和反复折叠。水洗前须拿掉电源线,洗后须完全晾干再使用。)
新型经编电热毯面料及加工方法
电热毯相关的研发当然不曾止步于此。经编织物技术领域有一项新的专利发明,涉及一种电热毯面料及该面料的加工方法。它能够实现更加科学和安全的制热,并为使用者带去更为舒适的体验。一起来了解一下吧:
1. 技术背景
电热毯的结构:可以用我们熟悉的“三明治”来形象类比,即在两层面料之间敷设发热元件(绝缘电热丝)。具体的制作过程:将面层织物与底层织物用缝纫设备进行合并,在缝制过程中限定出供发绝缘电热丝串设的贯通通道,并沿着这些通道穿设电热丝,组成电热毯的整体结构。
2. 现存欠缺
上述结构的电热毯具有结构简单和制作容易的优点,但也存在以下欠缺:
▪ 一定安全隐患
▪ 易折损使用寿命
▪ 可能有损健康
▪ 硬化效应影响体感
3. 新型电热毯面料
上面这些电热毯结构所造成的欠缺,主要可以归咎于电热毯的面料。那有没有一种电热毯面料的加工方法,既无需通过缝合,也不必采用粘接的方式,便可将面、底层织物合二为一;既可供发热元件任意穿设,又可对穿设的发热元件进行有效管制呢?
在经编织物技术领域,就有这样一项新专利发明,一种新型电热毯面料,将上面这些要求一一满足,同时还具有良好的蓬松性和柔软的手感,可以减少热量流失,优化保暖效果。
加工步骤:A. 原料选择:选取 150D/288F 的 DTY 涤纶丝作为面层组织的原料,选取 75D/144F 的DTY涤纶丝作为底层组织的原料,选取 68D/24F 的 FDY 涤纶作为内层组织的原料;B. 织造:由经编机并且采用五把梳栉一次织造,得到电热毯坯布;C. 预定型:对电热毯坯布预定型,控制预定型温度、电热毯坯布的行进速度和定型装置的风机的转速,得到待染坯布;D. 染色:对待染坯布染色,得到染色布;E. 后处理:对染色布后处理,得到待起绒布;F. 起绒:对待起绒布起线,得到待定型布;G. 定型:对待定型布定型,得到电热毯面料。
在本项面料发明的一个具体实施例中,上述步骤B中所述的经编机为双针床拉舍尔经编机。
4. 具体实施方式
以加工供发热元件(绝缘电热丝)穿设的底、面层组织2、1之间的通道为3 mm、幅面宽度为185 cm和克重为 300 g/m2的电热毯面料为例,详解该款电热毯面料加工的具体实施方式:
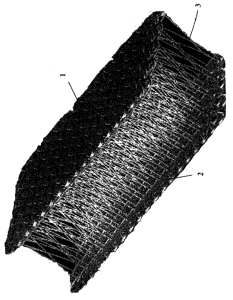
本发明电热毯面料的放大结构示意图(本图中的标记:1为面层组织、2为底层组织、3为内层组织)
A. 原料选择
▪ 选取150D/288F的 DTY 涤纶丝(拉伸交形丝)作为构成上述示意图所示的面层组织1的原料,其在电热毯面料中所占的含量即质量百分比为 65 %;
▪ 选取75D/144F的DTY 涤纶丝(拉伸变形丝)作为构成示意图所示的底层组织2的原料,其质量百分比为 30 %;
▪ 选取68D/24F 的 FDY 涤纶丝(全牵伸丝)作为构成示意图内层组织3的原料,其质量百分比为 5 %。
B. 织造
由双针床拉舍尔经编机采用五把疏栉一次织造,五把疏栉中的GB1 和GB5 形成示意图所示的面层组织1,GB3 形成示意图所示的底层组织2,GB2 和G4 形成示意图所示的内层组织3。具体的穿经方式即垫纱数码由下图所示:

▪ GB1: 4-3-3-0/0-1-1-4// (150D/288F)
▪ GB2: 0-1-1-1/1-0-0-0// (68D/24F)
▪ GB3: 0-1-0-1/1-0-1-0// (75D/144F)
▪ GB4: 0-1-1-1/1-0-0-0// (68D/24F)
▪ GB5: 4-3-3-0/0-1-1-4// (150D/288F)
GB1 和 GB2为满穿,GB3为穿2空 53,GB4 和GB5 为满穿,使面层组织1和底层组织2之间形成多条连接丝,连续排列连接丝之间构成供发热元件穿置用的通道,经一次织造后得到电热毯坯布。
C. 预定型
对由步骤B所得到的电热毯坯布预定型,定型温度为210°C,坯布布速32 m/min,定型装置即定型机的风机的转速为1500 n/min,得到待染坯布。
D. 染色
对由步骤C得到的待染坯布染色,选用分散性染料,分散性染料的投入量为待染坯布重量的 0.005 %。
本实施例中采用分散黄、分散蓝和分散红,三者的重量份比为1:1:2(三者的总重量为待染坯布重量的 0.005 %)。
在将前述的分散性染料投入染色容器如染缸之前,向染色容器中加入作为助剂的冰醋酸 0.5 g/L和匀染剂0.5 g/L并且调节染浴的 pH4。
染浴升温速率为 1℃/min,当升温到 130℃时保温 40 min,然后降温至 75℃时出布,得到染色布。
E. 后处理
对由步骤D得到的染色布后处理,向放有染色布的水槽内加入各为染色布重量的的柔软剂3 %、平滑剂1 %、蓬松剂1 %和起毛剂4 %。
经 30min 后将染色布从水槽取出并且脱水,脱水后在165℃下烘干,得到待起绒布(本实施例中的起毛剂为中国广东省顾德市德美精化工有限公司生产销售的型号为 DXC-300 型超细涤纶起毛剂)。
F. 起绒
对由步骤E得到的待起绒布起绒即起毛(也称拉毛),拉毛机采用26/36号夸脚针布,拉毛滚简的转速 80n/min,布速7m/min, 拉毛次数为8次,并且对待起绒布的上、下面即面层组织1 及底层组织2均进行拉毛,得到待定型布。
G. 定型
对由步骤F所得到的待定型布(即拉毛布)定型,定型温度为175℃,定型时间为 40 s。这里所称的定型时间为纤维受热时间,得到底、面层组织2、1之间的通道为 3mm,幅面宽度为 185 cm 和克重为 300 g/m2的电热毯面料(如本节顶部的示意图所示)。
这款电热毯新面料能表现出良好的蓬松感和柔软的手感,从而抑制热量损失,改善保暖效果。推荐的加工方法能保障面、底层组织结合在一起,且面、底层组织之间由内层组织连结,形成既可供发热元件穿设、又可管束发热元件、避免其游动的电热毯面料结构,安全又科学,可以为电热毯的生产提供极大助力。